














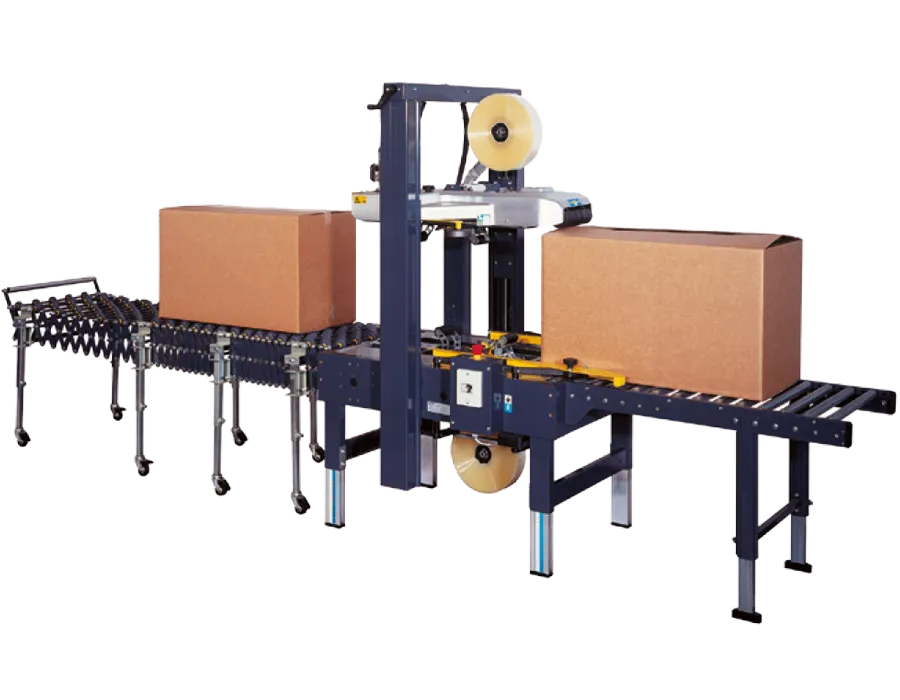













































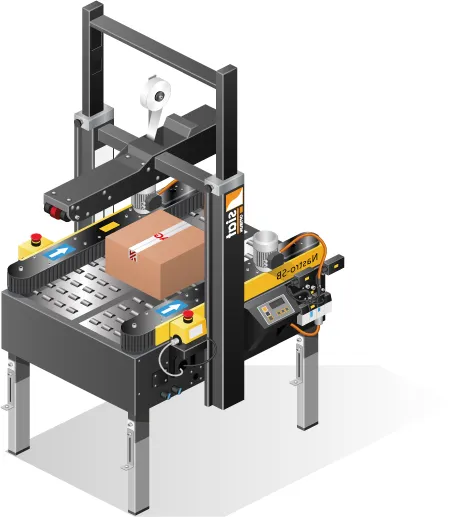















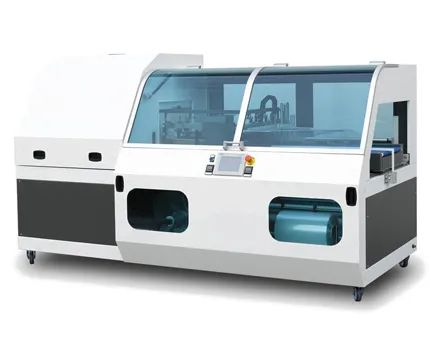















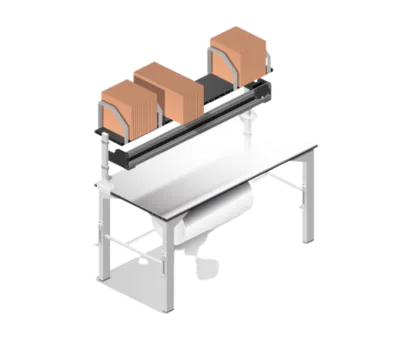




















Fermeuse de caisses multiformats full automatique SIAT SM44 HS
Ref : MUL244/HS



+60 technico-commerciaux pour demander un rappel instantanée
Rappelez-moi
A partir de
46 000,00 € HT
l'unité
Ajouter au panier
Disponible en stock
4,8/5 de satisfaction client sur nos services*
Un service client à votre écoute au 0 800 940 076 - 8h30 à 17h30
+60 technico-commerciaux pour demander un rappel instantanée
Rappelez-moi
Description

Garantie

Fabriqué en Europe
Spécificités
- Adaptation automatique aux dimensions de chaque caisse arrivant à l’entrée de la machine.
- Application automatique d’une bande de ruban adhésif sur les rabats supérieurs et inférieurs.
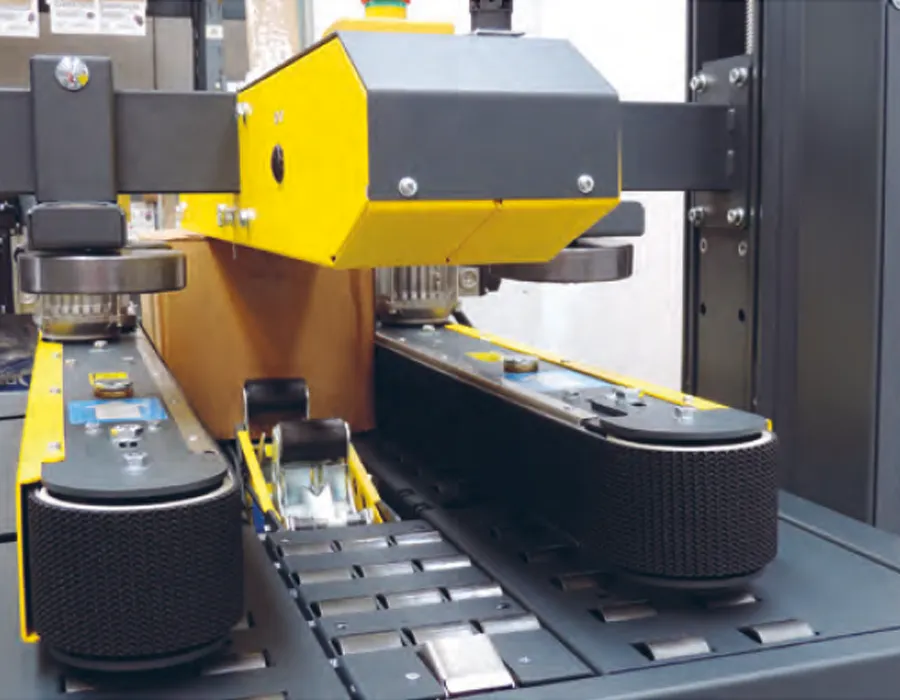
- Double entraînement latéral.
- 3 modèles disponibles : SM44HS : caisses de format standard - SM44/4HS : caisses de petit format - SM446HS : caisses de grand format.
- Pour ruban adhésif de largeur 50 ou 75 mm.
Pour grandes cadences !
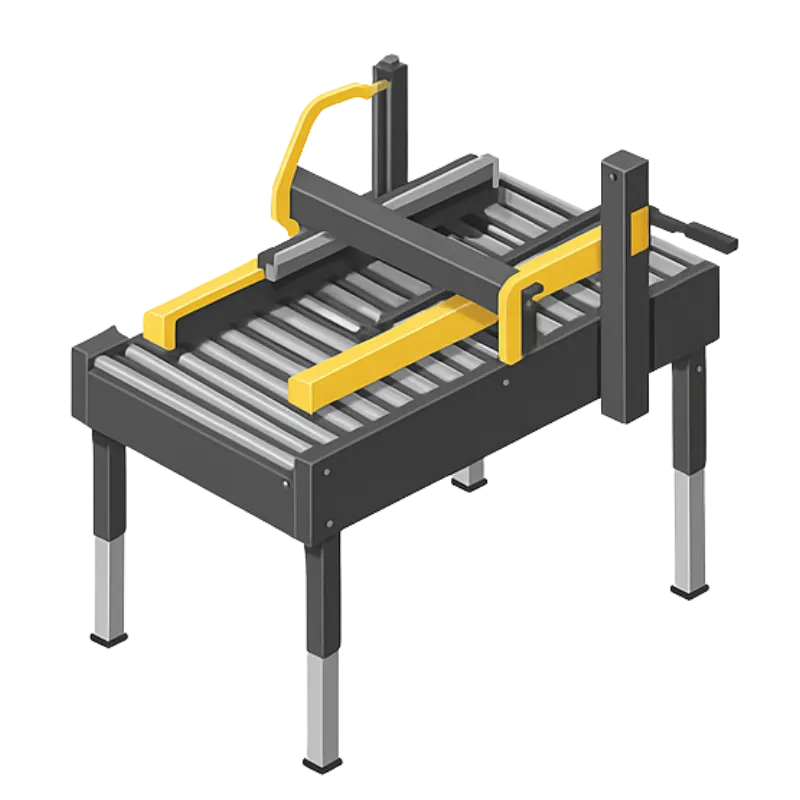
SM44HS est une fermeuse de cartons spécialement conçue pour les grandes cadences. Elle est capable de s’adapter à différentes tailles de boîtes et de fermer les rabats supérieurs automatiquement (sans opérateur). L’utilisateur peut donc travailler plus rapidement et plus efficacement pour remplir les boîtes ou faire toute autre action.
La machine applique automatiquement deux bandes de ruban adhésif sur les parties inférieures et supérieures des boîtes. L’utilisation de la SM44HS est intuitive, simple et rapide. Grâce aux roulettes avec frein (option), fixées sur les quatre pieds, elle peut être facilement déplacée sur toute la zone de travail. Ce produit bénéficie de 1 an de garantie.
SM44HS est une fermeuse de cartons spécialement conçue pour les grandes cadences. Elle est capable de s’adapter à différentes tailles de boîtes et de fermer les rabats supérieurs automatiquement (sans opérateur). L’utilisateur peut donc travailler plus rapidement et plus efficacement pour remplir les boîtes ou faire toute autre action.
La machine applique automatiquement deux bandes de ruban adhésif sur les parties inférieures et supérieures des boîtes. L’utilisation de la SM44HS est intuitive, simple et rapide. Grâce aux roulettes avec frein (option), fixées sur les quatre pieds, elle peut être facilement déplacée sur toute la zone de travail. Ce produit bénéficie de 1 an de garantie.
Fiche produit
Fiche produit
Caractéristiques
Non
Oui
Oui
Oui
600x500x500
Oui
3320x1121x1830/2050
200x160x140
https://www.youtube.com/watch?v=KVdqFV03ShU
50 et 75
800 caisses par heure
Garantie
oui
Fabriqué en Europe
oui
+60
technico-commerciaux
Besoin d’aide ?
Contacter votre commercial dédié
Besoin d’aide ?
Contacter votre commercial dédié

+60 experts à votre
écoute partout en France

Le conseil de notre expert
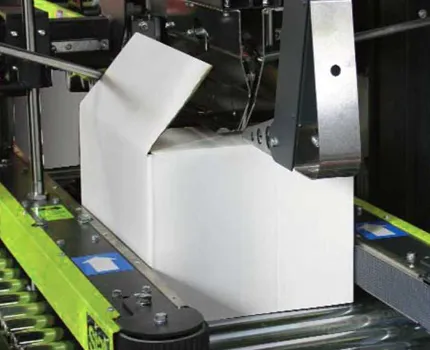
Etape n°1 : Séparation d’une caisse par le sélecteur d’alimentation AS26. Elle est positionnée contre la butée aval, centrée, et le système de détection hauteur s’active. Une palette vient pré-casser le rabat antérieur. A noter qu’une butée amont stoppe l’arrivée des caisses arrivant d’une ligne de convoyeurs motorisés.
Etape n°2 : Le groupe supérieur vient se régler sur la cote que le moteur BROCHLESS lui a donné lors de l’étape N°1. La butée aval s’abaisse et la caisse est déplacée du sélecteur aux groupes d’entrainement.
Etape n°3 : Une équerre fixe vient alors fermer le rabat antérieur alors qu’une spatule ferme la partie postérieure. Les deux rabats latéraux sont pliés par un système d’antenne fixe.
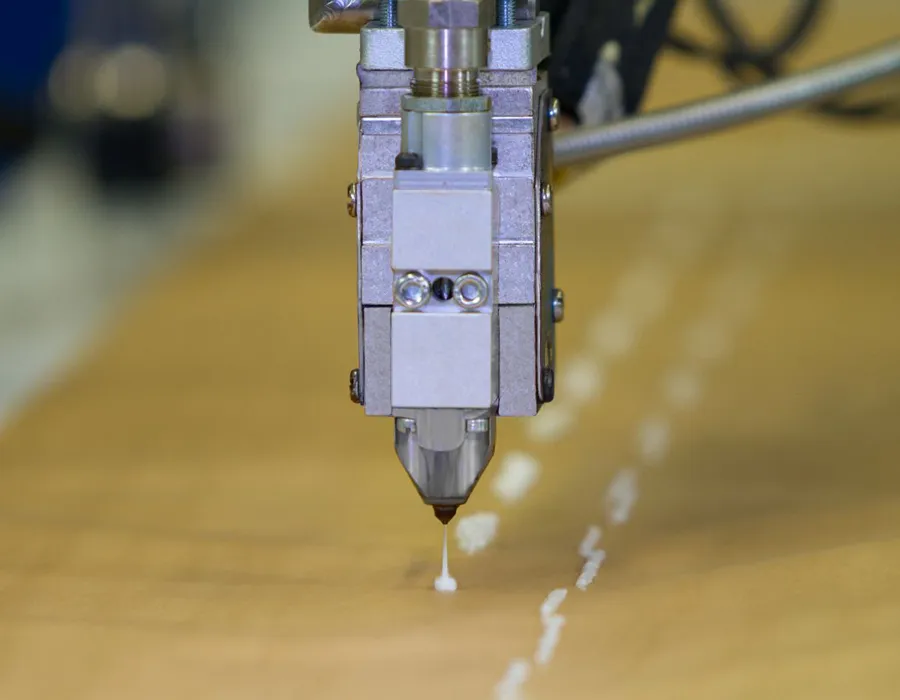
Etape n°4 : Ajustement des rabats à l’aide d’un jeu de galets presseurs juste avant le début de la dépose de l’adhésif.
Etape n°5 : Dépose d’un adhésif dessus/dessous avec en option possibilité de contrôler l’application et la proximité de fin de ruban. Une cinquième cellule contrô
Produits complémentaires

A partir de
2 400,00 € HT
l'unité
Convoyeur à tapis motorisé - livré avec pieds

A partir de
1 100,00 € HT
l'unité
Convoyeur extensible à galets 400 mm x 1000/3000 mm
A partir de
1 150,00 € HT
l'unité
Convoyeur extensible à galets 500 mm x 1000/3000 mm
A partir de
1 230,00 € HT
l'unité
Convoyeur extensible à galets 400 mm x 1450/4500 mm
A partir de
1 390,00 € HT
l'unité
Convoyeur extensible à galets 500 mm x 1450/4500 mm

A partir de
1 590,00 € HT
l'unité
Convoyeur extensible à rouleaux métalliques 400 mm x 1450/4500 mm
A partir de
1 760,00 € HT
l'unité
Convoyeur extensible à rouleaux métalliques 500 mm x 1450/4500 mm
S'utilise avec

A partir de
115,90 € HT
Paquet de 6 rouleaux
19,32 € HT / rouleau
Ruban adhésif hotmelt machine 48 mm x 1000 M Havane

A partir de
94,11 € HT
Paquet de 4 rouleaux
23,53 € HT / rouleau
Ruban adhésif hotmelt machine 75 mm x 1000 M havane
A partir de
115,90 € HT
Paquet de 6 rouleaux
19,32 € HT / rouleau
4,00
(4 Avis)
Ruban adhésif hotmelt machine 48 mm x 1000 M transparent
A partir de
119,90 € HT
Paquet de 4 rouleaux
29,98 € HT / rouleau
Ruban adhésif hotmelt machine 75 mm x 1000 M transparent
Le produit 5R

A partir de
135,90 € HT
Paquet de 6 rouleaux
22,65 € HT / rouleau
Ruban adhésif PET écologique réduction matière plastique 48mm x 1500M Transparent
Le produit 5R

A partir de
149,90 € HT
Paquet de 6 rouleaux
24,98 € HT / rouleau
Ruban adhésif kraft 80gr/m2 50mm x 450M Blanc

A partir de
139,90 € HT
Paquet de 4 rouleaux
34,98 € HT / rouleau
Ruban adhésif kraft 80gr/m2 75mm x 450M Havane
Meilleure vente
Le produit 5R

A partir de
135,90 € HT
Paquet de 6 rouleaux
22,65 € HT / rouleau
Ruban adhésif kraft 60gr/m2 50mm x 500M Havane
Meilleure vente
A partir de
145,50 € HT
Paquet de 6 rouleaux
24,25 € HT / rouleau
Ruban adhésif polypropylène silencieux 48mm*1000M Transparent

A partir de
95,90 € HT
Paquet de 6 rouleaux
15,98 € HT / rouleau
Ruban adhésif polypropylène polyvalent colle renforcée 48mm X1000M Havane

A partir de
95,90 € HT
Paquet de 6 rouleaux
15,98 € HT / rouleau
Ruban adhésif polypropylène polyvalent colle renforcée 48mm X1000 m transparent
A partir de
99,90 € HT
Paquet de 4 rouleaux
24,98 € HT / rouleau
Ruban adhésif polypropylène polyvalent colle renforcée 75mm X1000m Transparent
A partir de
99,90 € HT
Paquet de 4 rouleaux
24,98 € HT / rouleau
Ruban adhésif polypropylène polyvalent colle renforcée 75mm X1000 m Havane
A partir de
109,90 € HT
Paquet de 6 rouleaux
18,32 € HT / rouleau
Ruban adhésif polypropylène polyvalent colle renforcée 48mm X1000 m Blanc
Meilleure vente
A partir de
109,90 € HT
Paquet de 6 rouleaux
18,32 € HT / rouleau
Ruban adhésif polypropylène grand froid 48 mm X 1000 M transparent

INSCRIPTION NEWSLETTER
Accès exclusif aux offres, nouveautés et conseils d’experts
60 technico commerciaux
Un accompagnement expert pour vos besoins en emballage

Expertise fabriquant
Pour un accompagnement sur-mesure

Service Grands Comptes
Une cellule dédiée à vos besoins

Entreprise française et familiale
Engagée durablement auprès de ses clients